Восстановление режущих кромок фрезерного инструмента — это обязательная практика для поддержания стабильного качества обработки и экономии ресурсов. Правильно выполненная заточка не только возвращает инструменту первоначальные характеристики, но и во многих случаях позволяет избежать преждевременного выхода из строя дорогостоящей оснастки. Данный процесс требует понимания геометрии режущей части, знания методов контроля и использования специализированного оборудования.
Современные фрезы для металла представляют собой сложные изделия, часто с несколькими режущими кромками и специфическими углами заточки. Самостоятельное восстановление их геометрии без соответствующих навыков может привести к обратному эффекту — ухудшению производительности и стойкости инструмента. Однако, освоив базовые принципы и методики, оператор или технолог может существенно продлить срок службы целого парка оснастки, что особенно актуально в условиях мелкосерийного производства или в ремонтных мастерских.
Подготовка инструмента и оценка износа
Перед началом любых манипуляций необходимо тщательно очистить фрезу для металла от остатков обрабатываемого материала, стружки и смазочно-охлаждающей жидкости. Для этого можно использовать щетки, специализированные моющие растворы или ультразвуковые ванны. Особое внимание следует уделять пазам для отвода стружки и зонам возле режущих кромок, где часто налипает вязкая стружка от алюминия или мягких сталей. Чистый инструмент позволяет объективно оценить степень его износа и принять решение о целесообразности заточки.
Оценка износа — критически важный этап. Основными критериями являются величина фаски износа по задней поверхности, выкрашивание режущих кромок и затупление. Существуют допустимые пределы износа, после которых восстановление геометрии становится нецелесообразным или технически невозможным. Например, для многих твердосплавных концевых фрез максимальная величина затупления режущей кромки обычно не должна превышать 0.2-0.3 мм. Если износ превысил этот порог или на кромках наблюдаются глубокие сколы, дальнейшая заточка может не восстановить работоспособность инструмента.
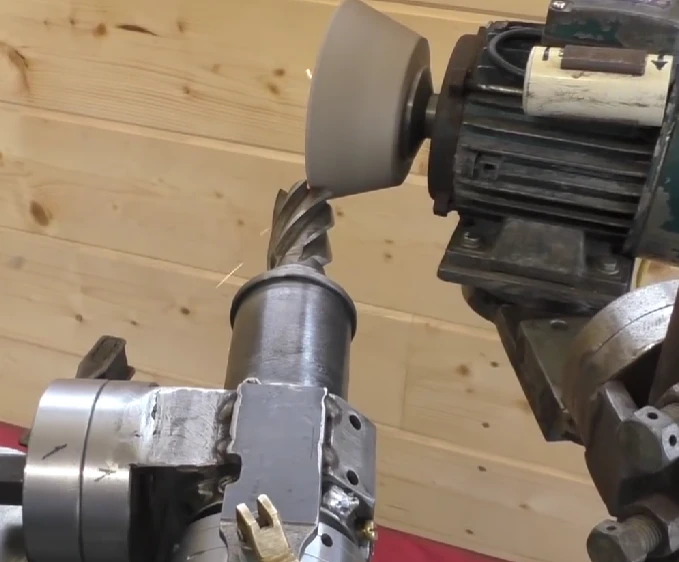
Оборудование и оснастка для заточки
Качество результата напрямую зависит от используемого оборудования. Для профессиональной заточки фрез, особенно твердосплавных или со сложной геометрией, применяются универсальные заточные станки с набором приспособлений. Такие станки позволяют точно выставлять углы, обеспечивать правильное положение инструмента относительно абразивного круга и контролировать процесс. В домашних или гаражных условиях часто используют простые точильные станки с самодельными державками, но это требует от исполнителя высокого уровня мастерства и понимания принципов формирования режущей кромки.

Ключевым элементом является выбор абразивного круга. Для быстрорежущих сталей подходят электрокорундовые круги средней твердости, а для твердых сплавов — алмазные или выполненные из зеленого карбида кремния. Зернистость круга также имеет значение: для черновой заточки, когда необходимо снять относительно большой объем материала, используют круги с более крупным зерном (F60-F80), а для чистовой доводки режущей кромки — с мелким (F120-F220). Неправильный выбор круга может привести к перегреву и образованию микротрещин в материале фрезы, что резко снижает ее стойкость.
Перед началом работ необходимо подготовить все необходимое, следуя определенному порядку действий:
- Очистка и обезжиривание инструмента.
- Визуальный и инструментальный контроль износа с помощью лупы или микроскопа.
- Подбор соответствующего абразивного круга и его установка на станок.
- Настройка заточного станка: проверка биения круга, установка нужных углов наклона и поворота.
- Подготовка охлаждающей жидкости (если процесс предусматривает ее использование) или организация воздушного обдува для отвода тепла.
Правильно настроенное оборудование — залог не только качественной заточки, но и безопасности процесса. Колесо должно быть надежно закреплено и отбалансировано, а все подвижные узлы станка — работать плавно, без люфтов.
Основные методы и последовательность операций
Заточка фрезы по металлу — это многоэтапный процесс, который выполняется в строгой последовательности. Начинают, как правило, с задних поверхностей режущих кромок. Именно эта операция восстанавливает главный задний угол, который обеспечивает свободное резание и снижает трение о заготовку. Фреза закрепляется в оправке, и каждая ее кромка последовательно подводится к абразивному кругу. Крайне важно, чтобы съем металла был равномерным по всем зубьям, иначе инструмент будет бить в процессе фрезерования.
Следующим этапом часто является заточка передней поверхности (переднего угла), особенно если фреза имеет положительную геометрию. Эта опералия влияет на силу резания и эффективность отвода стружки. Для некоторых типов фрез, например, червячных или дисковых, также требуется заточка вспомогательных поверхностей или доводка радиусов. После механического съема материала рекомендуется выполнить доводку режущих кромок с помощью мелкозернистого абразива или алмазного паста. Доводка убирает микроскопические зазубрины, оставшиеся после заточки, и повышает чистоту поверхности кромки, что положительно сказывается на стойкости инструмента.
Типичный алгоритм заточки концевой фрезы можно описать следующим образом:
- Закрепление инструмента в специальной оправке или делительной головке станка.
- Заточка задних поверхностей главных режущих кромок на периферии фрезы с контролем величины заднего угла.
- Заточка задних поверхностей концевых (торцевых) режущих кромок.
- Восстановление передних поверхностей (при необходимости), контроль значения переднего угла.
- Заточка или доводка вспомогательной режущей кромки (ленточки).
- Контроль геометрии всех зубьев на идентичность с помощью измерительных приборов.
После завершения всех операций необходимо еще раз очистить инструмент от абразивной пыли, которая может ускорить износ подшипников шпинделя при дальнейшей работе. Некоторые специалисты также рекомендуют нанести на фрезу антикоррозионное покрытие для длительного хранения.
Контроль качества и типичные ошибки
Проверка результатов заточки — не менее важная часть процесса, чем само восстановление кромок. Контроль осуществляется как визуально, с помощью лупы с 5-10-кратным увеличением, так и с использованием измерительного инструмента. Проверяют равномерность заточки всех зубьев, отсутствие сколов и синих побежалостей (признаков перегрева), величину задних углов с помощью угломеров или специальных шаблонов. Для проверки радиального биения восстановленной фрезы ее можно установить в цанговый патрон и замерять индикатором.
Наиболее распространенной ошибкой начинающих является перегрев режущей кромки во время заточки. Перегрев приводит к отпуску материала, потере твердости и, как следствие, к мгновенному износу фрезы при первом же применении. Чтобы избежать этого, необходимо использовать охлаждение или делать короткие, прерывистые подходы к кругу, давая металлу остыть. Другая частая проблема — неравномерный съем материала с разных зубьев, что приводит к дисбалансу и вибрациям. Этого можно избежать, используя точные приспособления для фиксации инструмента и методично обрабатывая каждый зуб в одинаковых условиях.
Качественно заточенная фреза для металла должна соответствовать исходной геометрии, заданной производителем. Ее работа после восстановления будет стабильной, с образованием равномерной стружки и без повышенного шума или вибрации. Регулярное и правильное обслуживание режущего инструмента — это признак профессионального подхода к делу и залог экономической эффективности любого механического производства.